


جوش احتراقی دو راهی سر به سر بهترین اتصال جوش کدولد
بهترین اتصال بین سیم مسی با دیگر اجزا مانند جوش کدولد ، جوش احتراقی دو راهی سر به سر می باشد که بر اثر طوله زمان و فرسایش این اتصال برقرار بماند زیرا با استفاده از اتصالات دیگر در اثر فرسایش و عملیات اکسید شدن بین اتصالات جریان به درستی انتقال نمییابد زیرا اکسید مانع از عبور جریان به طور مناسب می شود و مقاومت بالا می رود در نتیجه چاه ارت بازدهی لازم را ندارد و کل چاه ارت مقاومت بالایی را نشان می دهد.
جوش احتراقی یا جوش کدولد در سیستم ارتینگ
جوش احتراقی یا کدولد نوع خاصی از جوشکاری (جوش ارت) است که برای ایجاد اتصال بین چند قطعه مسی یا اتصال قطعات مس با فلزات دیگر مورد استفاده قرار می گیرد . جوش احتراقی (cad weld) از مهم ترین نوع جوشکاری هایی است که در سیستم ارتینگ ساختمان مورد استفاده قرار می گیرد.
ویژگی های جوش کدولد (جوش صفحه ارت یا جوش ارت)
یکپارچه شدن قطعات مورد اتصال
همانطور که می دانید محل اتصال سیم یا تسمه ارت به صفحه از آسیب پذیرترین قسمت های چاه است که بیشتر از بخش های دیگر مورد خوردگی نیز قرار می گیرد بنابراین با استفاده از جوش صفحه ارت ( جوش کدولد ) سیم و صفحه به صورت یک بخش یکپارچه در می آیند.
ضخامت زیاد جوش ارت
هرچه میزان ضخامت قسمت جوش داده شده بیشتر باشد استحکام مکانیکی بالا می رود و همین سبب می شود در محل جوش ارت مقاومت الکتریکی ایجاد نشده و قطعه ارت نسبت به رطوبت نفوذ ناپذیر باشد که همین امر سبب می شود سیم و صفحه ارت در مقابل خوردگی مقاوم باشند.
ایجاد سطح تماس زیاد
در صورتیکه جوش احتراقی یا جوش کدولد به خوبی در محل اتصال سیم و صفحه ارت استفاده شود سطح تماس زیادی ایجاد می کند که انتقال مطلوب جریان های اتصال کوتاه را امکان پذیر می سازد در واقع ولتاژ های اضافی تولید شده از وسایل الکترونیکی به سیم ارت و نهایتا از طریق جوش اتصال دهنده به صفحه ارت و زمین منتقل می گردد.
عدم ایجاد تغییر در خواص متالوژیک قطعات
یکی از ویژگی های این جوش این است که با استفاده از آن خواص متالوژیک قطعات تغییر نمی کند بنابراین به راحتی می توان از این جوش برای اتصال قطعات مختلف مانند سیم و صفحه مسی به یکدیگر بدون نگرانی از خوردگی استفاده کرد.
سرعت و سهولت انجام جوش کدولد
از آنجا که اجرای ارت در مراحل اولیه ساختمان سازی انجام می شود و معمولا در این مراحل دسترسی به برق مشکل است بنابراین این نوع جوش قابل استفاده می باشد.
چرا اهم OHM چاه ارت شما مدام باید شارژ شود و به اهم مناسب برسد؟
به دلیل اینکه شما و یا پیمانکارتان از اتصالات مناسب و بهینه در سیستم همبندی به خصوص چاه ارت استفاده نکردهاید در دراز مدت شما را با مشکل مواجه کرده است.
چرا باید از جوش کدولد ، جوش احتراقی سیم به صفحه استفاده کرد :
جوشکاری به روش احتراقی (اگزوترمیک Exotermic) یک روش ساده و مقرون به صرفه است که برای ایجاد اتصالات دائم الکتریکی و با کیفیت بسیار بالا مورد استفاده قرار می گیرد.

قالب با استفاده از واکنش گرمازای بسیار بالا بین اکسید مس و آلومینیوم در یک قالب گرافیتی انجام می گیرد استفاده از این تجهیزات نیاز به آموزش بسیار کمی داشته و همچنین تجهیزات این روش سبک و قابل حمل است.
البته اگر در استفاده نکات ایمنی را رعایت نکنید دچار آسیب دیدگی از نوع سوختگی می شوید زیرا احتراق حاصل است مواد احتراقی بسیار با درجه بالا صورت می گیرد که این امر سبب احتیاط بیشتر را می طلبد.
نکته : برای استفاده از این قالب با توجه به دمای بسیار بالای قالب پس از جوش احتراقی لازم است برای حمل و یا حتی استفاده از قالب برای باز و بسته کردن حتماً از دستگیره مخصوص همان قالب استفاده شود باید توجه داشته باشید دستگیره های قالب بعضی از شرکت ها سازنده قالب های جوش احتراقی یا کدولد به یکدیگر فیکس نمیشود.
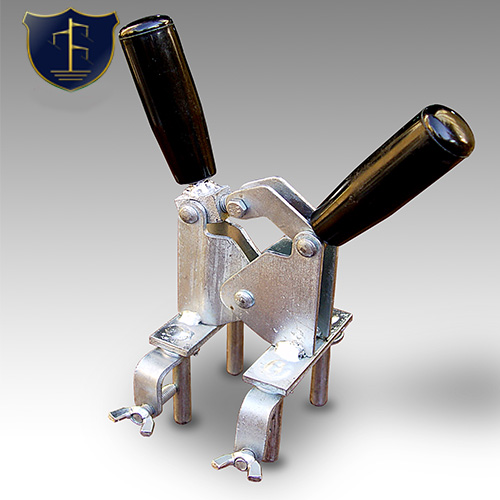
نحوه اتصالات جوش کدولد ، جوش احتراقی دو راهی سر به سر :
اگر بخواهیم دو سیم را به صورت سر به سر یعنی از رو به رو از روی هم دقت داشته باشید از رو به رو از طریق جوش احتراقی به هم متصل کنیم باید از قالب دو راهی سر به سر استفاده شود.
یکی از مزیت های جوش کدولد این است که میتوان سیم و تسمه ، میله مسی یا آلومینیومی ، استیل را به اشکال گوناگون به هم متصل کرد که بسیار حائز اهمیت است.

با توجه به سادگی روش جوشکاری با قالب کدولد چندین نکته مهم وجود دارد که می بایست دقیقا رعایت کرد که این نکات عبارتند از :
۱- ابتدا محل های اتصال را بایستی توسط برس سیمی کاملا تمیز نمایید (هیچگونه اکسید و آلودگی روی سطح نباشد)
۲- سپس توسط مشعل محل های اتصال را حرارت داده (حدود ۱۳۰ درجه سانتی گراد) تا هیچ گونه رطوبتی وجود نداشته باشد.
۳- مجدداً محل اتصال را با برس سیمی تمیز نمایید
۴- قالب گرافیکی را در صورت سرد بودن حرارت دهید تا هیچگونه رطوبتی وجود نداشته باشد
۵- پس از عملیات جوشکاری ۲۰ ثانیه صبر کرده سپس قالب را باز کنید (توجه کنید که دمای محل اتصال و قالب بسیار بالا است)
۶- پس از جوش کاری اگزوترمیک یا احتراقی درون قالب را توسط اسکراپر تمیز نمایید
۷- پس از هر سه جوش متوالی قالب را استراحت داده تا کمی سرد شود(حدود ۱۰ دقیقه)
۸- پس از اتمام همه کارها قالب جوش احتراقی یا کدولد سیم به صفحه توسط فرچه مویی (با موی طبیعی) می بایستی تمیز گرد که مجموع اینها در کیت تمیزکاری میباشد.











نقد و بررسیها
هنوز بررسیای ثبت نشده است.